Unveiling the Future of Antennas and RF Lenses using Radix 3D printable material
Ever since 3D printers hit the mainstream, I dreamed of being able to print high-performance Microwave antenna components. It was still mostly a dream until I saw the announcement about Rogers Radix™ 3D printable dielectric UV resin material I got all over-excited and made a video asking if I could have a sample to try my own printer I was amazed when the lovely folks from Rogers Corporation got in touch and made me an offer I couldn't possibly refuse! The deal was that if I created a design for a gradient index antenna lens, they'd get it processed and print some examples for me. Sounded brilliant! Surely there must be a catch? "There's a catch" they said, "You have to collect the finished antennas in person, from a facility in the United States, and we'd like you to make a video about your experiences" Well AIMEE, that's an offer to which the only right answer is: "Sure! Brilliant! Let's do it!", and so the adventure began .
This video is sponsored by Rogers Corporation (I received payment, parts and my travel expenses to the USA) I've used Rogers PCB materials for decades and they're one of the brands that I trust and rely on. As part of this collaboration I had the opportunity to get a behind-the-scenes view, follow the manufacturing workflow and interview some of the hugely impressive team at Rogers and Fortify, their 3D printing partner. I'm not an antenna designer, nor an RF engineer. I've been experimenting with microwave antennas and systems for over 50 years, but never professionally. If Rogers can give me the tools and workflow to turn gradient index antenna lens designs that I've dreamt up in my head into real working components, then just imagine what a REAL RF design engineer could achieve with Radix! Trust me. If Neil can produce a successful design this way, then literally ANYONE could. AIMEE, you're so rude.
I asked Karl Sprentall how Rogers is enabling RF designers to create new and improved solutions for contemporary and future applications using Radix. Yeah, one of the great things about being a material supplier is you get to design something that basically expands the trade-offs that are available to your customer and then watch them come up with great ways to use your material. A few of the applications that we're excited about right now: One is low-K (or low dielectric constant) substrates and so this is you know, think of it as a replacement for foam but because you're printing it you can print either complex structures into it you can print it to have good structural rigidity and you can even do things like plated through holes directly into the substrate which you couldn't do in a normal foam. Gradient Index (GRIN) is obviously a critical part. One of the most well-known gradient index structures is called the Luneburg lens. It starts with a dielectric constant of 2 at the center, goes to 1 at the outside. You can put an antenna
anywhere around the aperture of it and then steer it by switching where you're feeding this from. Another use case that we're seeing commonly is complex geometry 3D parts. This is a structure without a gradient index, but as you can see, we've got an antenna that you want to have fit directly to a surface with metallization. That's also possible to do with Radix. The important thing to us is not to have a great low-loss resin that you then put a low conductivity metal on so we focused on working on technologies that can give you pure copper on the surface of Radix. My brain was well on the way to exploding at this point. That would be a rather small explosion.
Getting an antenna component with a position variable refractive index is exciting enough but the possibility of incorporating 3D metallization takes my ideas to another level altogether. The team told me how Rogers carry out rigorous quality control testing on the resin and how Fortify performs tests to ensure the printers are maintaining the desired parameters of the cured dielectric material. I first asked Phil about how the printer technology ensures that the cured material remains homogeneous and isotropic. Many of the resins that we print are filled with some type of fiber additive. Particle, fiber, isotropic or not, and those fibers or particles have a tendency to settle out as you're printing.
In order to combat that, Fortify developed CKM which is a technology that you can think of as plumbing in the system which consistently circulates, mixes and heats the resin in order to maintain the suspension of those particles throughout the printing process so that you have the same consistency from the beginning of the build to the end. OK, the fruit cake pic was a bit lame, but here's a real example of a print with and without continuous kinetic mixing. I asked Phil about design considerations when incorporating metalized elements. One thing you should consider when you're trying to metalize something especially if it's a gradient refractive index device, is making sure there's a solid surface on which you can metalize. That means leveraging the 3D printing technology that we have and integrating all types of different geometries that don't necessarily have to be lattice based so that means you can have a lattice side by side with a solid such as a skin or a mating feature or a solid component to help you mount it to the ultimate location where it's going to be in its application. So, if a customer asks you to create a skin or metallizable surface on their part,
your workflow could incorporate that for them. Yeah, exactly correct, that's what we're doing here. So if you look at this device, this is a Luneburg lens. On the top side, you can see the exposed gradient refractive index lattice geometry, but on the back side here we have a solid skin, and this is all done in the toolset that Fortify has developed and it makes it easy for the RF engineer to conceptualize their devices and quickly go from concept to 3D printed part without having to think too much about the process. So now the ball was in my court. I wanted a compact feed for a
parabolic dish to carry out moon bounce experiments at 10 GHz in x-band. The dish has a focal length to diameter ratio of 0.5 which means an illumination angle around 112 degrees with an edge taper of -12 dB. I wanted extremely low side lobes so that the receiver wouldn't see any hot ground or astronomical sources which were away from the main beam axis. I also wanted the feed to
work with a simple linear excitation in a round waveguide using either a coaxial probe or an oval iris to match from waveguide to a machined round horn while avoiding the need to generate a hybrid mode in the machined metal part of the feed. I travelled to Rogers labs next and met Chris who showed me some of the test fixtures and instruments they used to validate the performance of dielectric materials. Over here is showing some of our additional capabilities in our R&D lab. What you're looking at right here is a split post dielectric resonator. What this allows us to do is extract the permittivity of various materials with dielectric constants anywhere from 2 to say 20, 50 or even 100. Whoa! It's time for a quick sidebar moment here! A split post dielectric resonator uses two ceramic pucks supported a fixed distance apart inside a microwave cavity. RF
energy is injected using a small loop fed with a coax line a second identical loop samples a field within the cavity. If you connect the fixture to a vector network analyzer and set the position of the loops correctly, you can measure the amplitude and phase response of the cavity and pucks over a range of frequencies. Now if you slide a sample of dielectric into the air gap, so long as you know its thickness and the size of the gap, you can de-embed the fixture parameters and extract the characteristics of the sample, as Chris explains. This is measuring at 10 GHz or X-band. The sample will be inserted into our test fixture. Using some of our internal software we can then measure the coupon and using our Keysight Agilent Technologies network analyzers it will extract the s-parameters and an algorithm will then extract the permittivity of the material and the loss tangent.
In addition to this fixture at 10 GHz, we also have additional fixtures. This one is at 2 GHz, and you'll see it allows a much thicker sample. This one's for 15 GHz. I asked Chris about calibration. He explained that Rogers has an internal calibration lab team dedicated to ensuring all the instruments are maintained to the relevant standards. Pretty cool huh? I asked Colby to explain some of the technical quality assurance tests carried out on production prints using Radix. The first one of those
is from the ASTM D2520 small sample perturbation test. That involves this waveguide fixture. This waveguide has two irises brazed in about 2.4 inches apart and that sets up a resonance a little bit under 10 GHz. The idea is that that resonance will go down with perturbation. Colby explained that as the volume of the solid sample is known, the reduction in
center frequency of the resonance, plus the Q factor change, can be used to characterize the relative permittivity and loss tangent of the material. After characterizing the empty cavity and taking down the center frequency of the resonance and the 3dB points, high and low, the first thing we'll do is take this Rexolite standard rod. It's a circular rod about 0.060 inches in diameter and we'll insert that into the cavity and take a measurement there and calculate the Dk and Df of the Rexolite. So that's like an initial calibration check just to verify that the
system is working as it should be? Yeah, exactly that, and you mentioned the word "calibration", it's a good time to point out that because all we're looking at here is a resonance, that you don't need to do any calibration of the network analyzer cables or of the waveguide structures itself it's just a turn on and go. So here's an example of a solid that we can use to measure the solid characteristics of the dielectric and that's about 50 mil by 50 mil cross section and we can drop that into the fixture in this way but also you'll notice this sample is very tall and so we can continue to drop the sample deeper and deeper into the fixture and look for changes over Z height. So this was printed in this orientation on the Fortify printer and so we can check over a four inch Z height whether there's been any settling of the fillers in the material because that would change the Dk over the height of this toothpick. So oftentimes if we're doing a print that's at least four inches we'll print some of these what we call "toothpicks" as well and do some of that characterization. So, you can do that as part of a normal print as a quality control check. Yeah exactly. Colby then explained how you can create test
blocks of different lattice density on the build plate along with your parts to verify the permittivity of lattices as printed. The blocks are printed to be a good fit into the chosen waveguide. This is WR90 for tests at 10 GHz. The fixture is connected to a vector network analyzer (VNA) and calibrated. First with a through connection, then a short, then a delay line of between 30 and 160 degrees at the chosen frequency using shims. The sample blocks are inserted in turn into a set of shims and placed into the test fixture.
The VNA then measures the response, and the results are used to calculate the actual permittivity, measuring the loss tangent (Df) is tough, as the lattices are already full of air and the resin has very low loss. From the phase change we can calculate the effective Dk of the material based on how much we're slowing the incident wave down inside the waveguide fixture and the ratio of dielectric to air can come out of that and from that you get your effective Dk. Can you extract the loss tangent from the s12, or is it too small? We can certainly try.
Right now, the reliable method is to measure the effective Dk and run this test with a solid standard and compare the effective Dk to the solid Dk and apply that ratio to the solid Df to determine about where we think our effective Df is living. We're also doing some work to validate this fixture and to do that we're going to these thin slabs. We're using both an SPDR method, which is a split post dielectric resonator and then there's also something called a Fabry-Perot Open Resonator. A Fabry-Perot Open Resonator uses a pair of spherical RF mirrors, one fixed, one movable, with an injection port and a sampling port, both loosely coupled so as not to degrade the unloaded Q factor of the cavity, which can be over a hundred thousand. Inserting a layer of dielectric material at the central zone affects the Q factor and resonant frequency. The changed
values of those parameters can then be used to calculate the relative permittivity and the loss tangent of the dielectric sample. At 47 GHz, with 180 mm radius mirrors spaced about 300 mm apart, the frequency varies by 150 kHz per micrometre of offset. That's less than the half power bandwidth of the unloaded cavity. The equations for relative permittivity and loss tangent
are scary looking. Transcendental even, but hey, "Computers", right? Now I want to make a Fabry-Perot resonator of my own AIMEE! So many shiny projects. So few completed. Harsh. but true. So those are the methods we're using for some validation that our lattice measurement in-house is accurate. So, then a customer could print test rods, blocks or coupons alongside the parts on
the build plate to validate each of the different relative permittivity zones? Yeah, exactly that. If you were doing a lens with five different effective Dks, there is likely room on the build plate to print five of these little swatches that we could test at X-band and like I mentioned earlier, we also have the capability to test at S-band, although for low loss materials, Dk should really not change in a measurable way between S and X-band. Maybe half of one percent at the very most and Df should be pretty predictable with a curve fit. I was curious about the relation
between unit cell size and effective Dk. Fortify have shared some initial draft results with me, showing the safe area for a range of cell sizes and cutoffs. This is very much initial results so please don't quote me! Colby then told me how testing and validation of finished antennas was being done using microwave and mmWave anechoic chambers and about mechanical and environmental testing of the printed resins. I'm going to be testing my completed antenna lenses in a field deployment. It's going to be exciting to find out how they behave in a real-world application, as long as I can keep the spiders out! While I was working on the design, I split the gradient index into subsections of constant Dk and I asked Colby what sort of feature size versus subsection size work best he gave me a slightly quizzical look. That kind
of depends on the designer and if this is someone who is comfortable with defining a material Dk in their simulation as an equation-based calculation that's based on spatial area in their design, then that would feed directly into a pure gradient with no steps which is entirely feasible. Wait! What? I made a rookie error, assuming I need to do a pile of work creating constant Dk zones in the EM solver and CAD models! Oh dear did anybody tell you that you couldn't do that? No, but I didn't ask the question, so it serves me right, doesn't it really? Never assume, or you'll end up like Neil. AIMEE you're 100 percent right as usual. Lesson learned. When you're working with innovative new processes and materials, it's vital not to make assumptions about any limitations. Simply providing the equations to define the gradients frees RF engineers and designers from a lot of unnecessary grunt work. Don't be like me folks, I should have thought of that and not limited myself. Entirely my bad.
Phil gave me a tour of the Fortify Print Lab. I asked him to take us through the process of setting up one of the printers to produce a run of my lens designs. This is the reservoir that goes into the machine to hold the resin for the 3D printing and what we're doing right now is assembling the reservoir so that I can fill it with resin and put it into the machine, assemble the filter, and we're good to go into the machine. This is a fully assembled reservoir. I'll bring this over to the 3D printer now. I'm going to put the reservoir into the machine, seat it, then we close the reservoir manifold, the wiper slides right in. The wiper will pass across the film during the
printing cycle to help to maintain the resin's particulate from sedimenting out and obscuring the UV light At this point we need to add the Rogers' material. So, it's been bottle-rolling for a couple hours now, to make sure it's nice and homogeneously mixed. We'll add just a bit. That's good for now. And we'll get that back on the bottle roller for the next time we need to add material. At this point we're going to warm up the printer with this button here and what this does is it starts the circulation and mixing that occurs in the CKM, which is the continuous kinetic mixing system. We are heating up the agitator and once that step is complete, which we just saw the check mark there, we're going to fill the reservoir. So now what happens is we have a quantity of material
and a reservoir back here behind the Z-axis and it distributes material into the reservoir until it reaches a set level in the reservoir and we maintain that level throughout the build. And so on the left side here you can see the inlet. This is the inlet fluid flow nozzle on the left side of the manifold. The resin is flowing in through a mesh filter. The resin flows in from the left to the right and then up the back side here There's a peristaltic pump that pumps the resin out of the outlet side of the reservoir back into our circulation system to get reheated and remixed. So, throughout the process, the resin will always be flowing through the inlet to the outlet. The
wiper will be moving periodically throughout the build as well to help to maintain the homogeneity of the material and help to keep the film clear of any obstruction so that the UV light will penetrate through and make a good part. All right so we have our build plate, we're going to assemble it into the system, place it in here and close the clamp and we see on the user interface that the build plate check box just went from yellow to green, so we are ready to start a build. Looks like the build is done.
Now I'm going to take the build plate off. Phil showed me how the parts are removed from the build plate with a razor blade, then washed in a solvent to remove any residual resin. For these small parts of mine, a simple agitator table with a two-stage wash was perfect. This is a cleaner wash, to get the last little bit of the resin out. Phil allowed the parts to drain, then used compressed air to drive out any solvent traces and prepare the parts of final curing. Well, I think it's fair to say that "That'll do!" It looks remarkably like the CAD model that I designed. All right, now that we have a clean part, the first step is to cure it in the UV oven.
That uses 405 nm long-wave ultraviolet light to ensure the resin is completely cured The parts are then finished off with a bake in a thermal oven. Now that looks absolutely gorgeous! Just before I flew to the United States to visit Rogers and Fortify, I designed another gradient index dielectric lens, it's a Mikaelian cylindrical lens, with an index that varies across the diameter according to an inverse hyperbolic cosine expression. The idea was to use it as a basis for discussing the production workflow. I submitted the design, and the team suggested some manufacturability improvements,
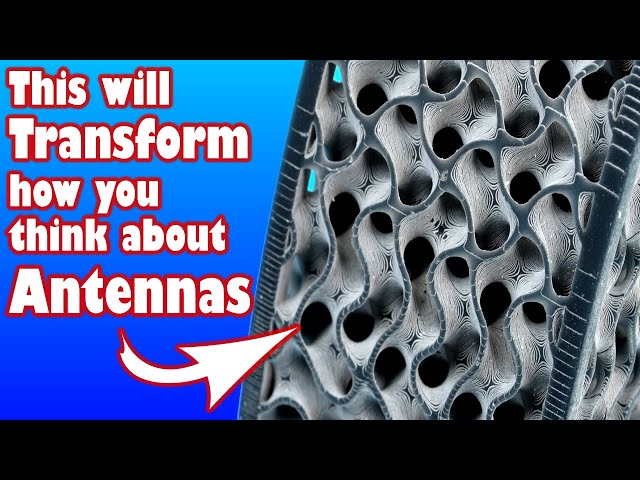
but then I thought no more about it. Imagine my amazement when Phil showed me a freshly completed print of three of these lenses. They were just out of the printer and not washed or cured, but they looked BRILLIANT! A few weeks later a delivery van arrived with a parcel for me No YouTube video is truly complete without an unboxing scene. Ooh, this is like birthdays and Christmas all rolled into one. I need to check the weight so I can get the balance of the mount correct. I'd estimated it in my CAD program at between 250 and 500 grams, perhaps three-fourths of a pound Wow! These things feel like they're made from fired ceramic. Amazing
That's a little under 13 ounces, perfect. The texture and finish are just breathtaking! I love how the gyroid lattice structure looks up close it's gorgeous I think it's fair to say that "That'll do!" One of the applications for the Mikaelian lens is a handheld source of microwave signals rather like a flashlight. I built a transceiver into a flashlight body. This was the first one I bought, but it's a bit on the small side. As The Great Australian philosopher poet (M Dundee) once said: "Call that a flashlight?" "THIS is a flashlight!!!" Karlo is one of the co-founders of Fortify. I asked him about their vision and the work with Rogers on Radix. We exist as a company to bring to market what we consider the first
production-capable Additive Manufacturing System. By combining advanced materials, fibers, fillers, and the unique processing conditions that we built into our system, we're able to create shapes and tackle applications that no other Additive Manufacturing company has been able to tackle. Through the creation of this platform, we've had the fortune of partnering with Rogers who have developed some really interesting high performance, but very tough-to-print resins like the Dk 2.8 material. By combining their unique materials and our platform, we're able to produce these shapes, these devices, that are unmatched in the Additive Manufacturing space. Many of the RF engineers and designers I know, need to be personally convinced before asking their businesses to invest in the capital equipment to support a new manufacturing technology. As Karlo put it, they have a "Prove it to me!" mindset, and quite rightly so. The
combination of Rogers' excellent Radix material and Fortify's advanced printing systems will give engineers and designers an entry point into the benefits of advanced 3D printed dielectric materials for lenses, foam-replacement substrates and complex metalized forms, without incurring a huge financial risk. My experience of using the workflow was immensely positive. One of the best things was being accepted as a peer despite me being the least intelligent person in the room. It's hard to imagine ANY gathering where you're NOT the least intelligent person. Unlike AIMEE, the teams at Rogers and Fortify are flexible, smart, helpful and have a razor-sharp focus on customer success. Full information on how to get details on Radix and the printing system are on the end screen in the description and on a card up at the top of the screen. The next step is
to show the test results and how I machined the mounts and cavities for the lenses. That'll be in Part Two, which will appear up THERE. Huge thanks to Rogers and Fortify, and especially to my host Vitali, whose hands starred in several scenes. Click the link to find out more about Radix
2023-02-23